1ЁЂЕБДњЕФЪ§ПиЛњДВЃЌгШЦфЪЧИпОЋЖШЕФЪ§ПиЛњДВЙЙГЩ:cncЪЧДѓФдЃЌЫХЗўЪЧЪжБлЃЌЙтеЄКЭБрТыЦїЪЧПижЦОЋЖШЕФзЈИаЦї
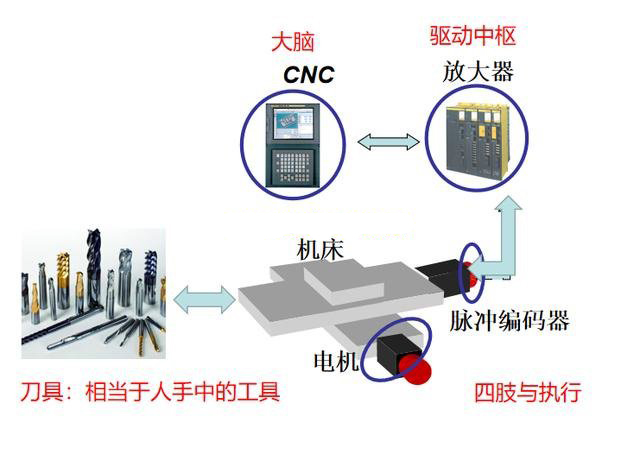
Ъ§ПиЛњДВећЬхЙЙГЩ
ВЛвЊНЋЪ§ПиЛњДВЯыЯѓЕУКмЩюАТЃЌЩюАТЕФЪЧЪ§ПиЛњДВЕФДњТыКЭМгЙЄВЛЭЌВФСЯЕФЪБКђЃЌашвЊПМТЧЕФИїжжВЮЪ§КЭЙЄвеЁЃеце§ЕФЪ§ПиЛњДВЕФНсЙЙЃЌЦфЪЕВЛИДдгЁЃ
ЮвУЧгУFANUCЕФЪ§ПиЯЕЭГРДзівЛИіНтЪЭЁЃ
1ЁЂCNCПижЦЕЅдЊ(Ъ§жЕПижЦЦїВПЗж)ЁЃЪ§ПиЯЕЭГЯрЕБгкЮвУЧЕчФдЕФВйзїЯЕЭГЃЌдкетЩЯУцгаИїжжгІгУЃЌвдМАГЇЩЬвбОИљОнеЦЮеЕФЙЄвеБрМКУЕФИїжжМгЙЄШэМўАќЁЃ
ЮвУЧПЩвдРрБШЮЊ: windowsЯЕЭГОЭЪЧcncЯЕЭГ,windowsжаздДјЕФofficeАьЙЋШэМўОЭЪЧЦфжавЛжжЙЄвегІгУШэМўЁЃofficeдкCNCжаЯрЕБгкГЕДВМгЙЄЕФИїРржБЯпдВЛЁЃЌЖЏзїЕШЕШЁЃ
2ЁЂPMCПижЦЦїЁЃетЦфЪЕОЭЪЧдЫЖЏПижЦЦїЕФДѓУХРрЕФ—жжЁЃ
ЫљЮНЕФдЫЖЏПижЦЦїЃЌРрЫЦгкШЫРрЕФаЁФдКЭжаЪрМЙзЕЃЌФуПЩвдСщЛюдЫЖЏШЋППжаЪрЩёОЕФМЙзЕЃЌДѓФдЗЂГіаХКХ:ПДЕНЧАУцгазљЩНЃЌЮвУЧвЊЙ§ШЅЃЌФЧУДаЁФдПЊЪМПижЦЫФжЋдЫЖЏЃЌПижЦХмВНжаЕФЫФжЋаЕїЃЌВЛвЊЫГЙеЃЌЫГЙеШнвзЕјЕНЁЃ
3ЁЂЫХЗўЧ§ЖЏЕЅдЊКЭНјИјЫХЗўЕчЖЏЛњЁЃжїжсЧ§ЖЏЕЅдЊКЭжїжсЕчЖЏЛњЁЃЫХЗўЕчЛњОЭЪЧИјЛњДВЬсЙЉЖЏСІЕФВПЗжЁЃ
ЫљЮНЕФЫХЗўЕчЛњЭЈЫзЕФРэНтОЭЪЧ:вЛИіЦеЭЈЕФТэДяЃЌМгЩЯСЫвЛИіПЩвдОЋШЗВтСПЕчЛњзЊЖрЩйЛЁЖШЕФБрТыЦїЃЌЧ§ЖЏЕчЛњЕФЪЧЧ§ЖЏЦїЁЃвВНаЫХЗўЗХДѓЦїЃЌетИіЖЋЮїЫЕАзСЫОЭЪЧжаЪрЩёОЁЃНЋЪ§зжаХКХБфГЩЕчаХКХЪфГіИјЕчЛњЁЃ
4ЁЂЛњДВЧПЕчЙёПижЦаХКХЕФЪфШыКЭЪфГіЕЅдЊЁЃетОЭЪЧЭтВПаХКХЕФЪфШыКЭаХЯЂЪфГіЃЌгУРДЭтНгЩшБИЁЃЯрЕБгкШЫЕФИаЙйЕФжаЕФвЛжжЁЃ
Р§ШчЕЖПтЁЂНЛЛЛЙЄзїЬЈЁЂЩЯЯТСЯЛњаЕЪжЕШЧ§ЖЏжсаХЯЂЕФЪфШыЪфГіЩшБИЁЃ
5ЁЂЕчФдДХХЬЛњЁЂДцДЂПЈЁЂМќХЬзЈгУаХЯЂДцДЂЩшБИЁЃетИіЪЧЪ§ПиЯЕЭГЕФжїЛњЕФДцДЂЩшБИЁЃгУРДДцДЂЪ§ОнЁЃ
6ЁЂвдЬЋЭјЁЂHSSBЁЂRS-232ЕШЯжГЁМгЙЄгУЕФОжгђЭјЁЃ
етИіЭЈбЖавщЃЌОЭЪЧЛњДВФкВПЕФаХЯЂНЛЛЛЗНЪНЃЌРрЫЦгкШЫЬхФкВПЕФЩёОЪЧвРППУИРДДЋЕнаХЯЂЕФЁЃ
ећИіЛњДВЕФдЊЦїМўзщКЯОЭЪЧШчЯТЕФбљзгЃЌетЪЧfanucЕФOi-TDЪ§ПиЛњДВЃЌПЩвдНјааФЩУзВхВЙЕФГЕДВгУФЩУзCNC.
0i-TDЯЕСагВМўЙЙГЩ
ЮЊЪВУДЬжТл:ИпОЋЖШЛњДВвЊСФетМИДѓМў?ЫфШЛетЪЧВЛЩйШЫЖМжЊЕРЕФЃЌЕЋОпЬхдвђЃЌдлУЧНгЯТРДТ§Т§СФЁЃ
ЛњДВПижЦЙЙГЩ:ЪЧЪВУДШУЛњДВПЩвдКмОЋУмЕиЧаЯїЃЌГЕЯГЃЌЧаИюЃЌЮѓВюОЋЖШЕФ±0.001mmвдФкЕФ?
CNCЕФЙІФмИХПі
заЯИПДЩЯУцећИіЭМ:ЩЯУцКкЩЋЕФзжЬхЃЌЖМЪЧеЙЯждкЪЙгУепУцЧАЕФФкШнЃЌЪєгкгІгУВуУцЕФЖЋЮїЁЃ
ЕЋЪЧКьЩЋЕФзжЬхЃЌОЭЪЧПижЦЛњДВИїИіжсЃЌзюКѓКЯГЩвЛИіИДдгЖЏзїЃЌЛњДВЕФФЉЖЫОЋЖШОЭЪЧетаЉдкПижЦЁЃ
ЯШРДМђЕЅНщЩм—ЯТдЫПиПижЦ:ЕБФуЩьЪжШЅНгвЛИіХХЧђЁЃашвЊФФаЉЖЏзї?
НгХХЧђЖЏзї
зюФЉЖЫЪЧСНжЛЪжБлНгЕНХХЧђЃЌЕЋЪЧШЋЩэЫљгаЕФЙиНкЖМвЊвЦЖЏЁЃетОЭЪЧвЛИіИДКЯЖЏзїЁЃФЧУДПижЦетИіИДКЯЖЏзїЕФОЭЪЧ:
1ЁЂИїИіЙиНкЕФПьЫйвЦЖЏЃЌИљОнЪгОѕХаЖЯЧђЕФЮЛжУЃЌНјааОЋШЗЕФЮЛжУПижЦЃЌШУЪжДяЕНЧђЕФТфЕуЁЃ(етНаБеЛЗЗДРЁЕФдЫЖЏПижЦ)
2ЁЂДяЕНдЄЖЈЮЛжУКѓЃЌЗЂЯжЧђвђЮЊЗчЫйЛђепЭтСІЕФдвђЃЌЦЋвЦСЫЃЌЪжПьНгВЛЕНСЫЃЌЛђепЫЕЗЂЯжЧђЕФСІЖШЬЋДѓЃЌетИізЫЪЦНгВЛзЁЧђСЫЃЌМДЪЙХіЕНЧђвВШнвзЭбЪжЁЃФЧОЭвЊПЊЪМНјааЖЏСІбЇЕФВЙГЅКЭЕїећЁЃЁОЫљЮНЕФЖЏСІбЇЙьМЃВЙГЅЃЌОЭЪЧЩэЬхЫљгаВПЗжЖМНјаавЦЖЏЃЌВЛЪЧЕЅЕЅЕФЪждйЩьГЄвЛЕуЃЌФЧбљЛсжиаФВЛЮШЃЌЫЄЕЙЁП
етОЭЪЧвЛИіИДдгЕФЛњДВОЋЖШЃЌдкдЫЖЏжазюжБАзЕФЫЕУї:дЫЖЏПижЦКЭЖЏСІбЇПижЦЁЃ
гаЬхг§РЯЪІЫЕЙ§ЃЌФуПДЕНЧђСЫВЛвЊжЛЩьЪжЃЌвЊШЋЩэвЦЖЏШЅНгЧђЁЃетОЭЪЧдЫЖЏбЇКЭЖЏСІбЇЕФИВИЧЁЃ
ЕБШЛЛњаЕЕФЖЏСІбЇАќКЌЕФФкШнВЛЪЧЖЏЦ№РДетИіИХФюЃЌАќРЈСЫЯЕЭГеёЖЏвжжЦЃЌТЗОЖЙцЛЎЃЌСІЗДРЁПижЦЕШЕШЃЌетРядлУЧВЛеЙПЊСЫЫЕЁЃ
3ЁЂгВМўЗНУцПижЦЛњДВОЋЖШЕФКЫаФ:БрТыЦїПижЦЫХЗўОЋЖШЃЌЙтеЄГпМьВтжБЯпОЋЖШЁЃ
ЩЯУцЮвУЧвВЫЕСЫЃЌЛњДВвЊдЫЖЏЃЌЖЏСІРДздгкЕчЖЏЛњЁЃФЧУДЕчЖЏЛњЕНЕззЊСЫЖрЩй?ДјЖЏаазпЕФжсзпСЫЖрЩйОрРыетОЭЪЧжБНгОіЖЈСЫЛњДВЕФОЋЖШЁЃ
ЫХЗўЕчЛњЕФПижЦФЃЪН
ЕчЛњЕФзЊЫйПьТ§ЃЌКЭзЊЖЏЖрЩйНЧЖШЃЈЗДРЁдкжБЯпЩЯУцОЭЪЧЖрЩйШІЃЉОіЖЈСЫЮЛжУПижЦЁЃетЖМЪЧгЩБрТыЦїОіЖЈЕФЁЃ
БрТыЦїОіЖЈСЫЛњДВдЪМОЋЖШЕФЪ§ОнЃЌвВОЭЪЧИљОнCNCДѓФдЕФЪ§ОнжИЖЈЃЌзЊЖЏЖрЩйОрРыЁЃЫљЮНЕФБрТыЦїОЭЪЧдкЕчЖЏЛњЕФКѓУцЃЌСЌЭЈЕчЖЏЛњЕФжїжсЩЯУцЃЌЛсгавЛИіТыХЬЁЃЭЈЙ§ЕчДХЛђепЪЧЙтЕчЕФаЮЪНЃЌМЧТМБфЛЏЕФЪ§жЕЁЃ(ФПЧАзюИпПЩвдМЧТМ23ЮЛЪ§жЕ)
ОјЖдЪНБрТыЦї
діСПЪНТіГхБрТыЦї
БрТыЦїЕФОЋЖШЃЌвбОБШНЯОЋШЗСЫЃЌЕЋЪЧгЩгкЙЄМўАВзАЮѓВюЃЌКЭдЊЦїМўФЅЫ№ЃЌвдМАеёЖЏЕШЧщПіЃЌЗДРЁЕНзюКѓЕФФЉЖЫЕФОЋЖШПЯЖЈВЛЪЧетИіОЋЖШЁЃ
ФЧУДОЭашвЊдкФЉЖЫжБНгНјаавЛИіВтСП:жБНгВтСПЪЧНЋжБЯпаЭМьВтзАжУЁД(ЙтеЄГпЃЉАВзАдквЦЖЏВПМўЩЯЃЌгУРДжБНгВтСПЙЄзїЬЈЕФжБЯпЮЛвЦЃЌзїЮЊШЋБеЛЗЫХЗўЯЕЭГЕФЮЛжУЗДРЁаХКХЃЌЖјЙЙГЩЮЛжУБеЛЗПижЦЁЃЦфгХЕуЪЧзМШЗадИпЁЂПЩППадКУЃЌШБЕуЪЧВтСПзАжУвЊКЭЙЄзїЬЈааГЬЕШГЄЃЌЫљвддкДѓаЭЪ§ПиЛњДВЩЯЪмЕНвЛЖЈЯожЦЁЃ
ЙтеЄГп
етОЭЪЧЛњДВСНжжОЋЖШВтЪдЕФАьЗЈ:жБНггУЙтеЄГпВтСПФЉЖЫЕФдЫЖЏЪ§ОнЃЌвдМАдкЧ§ЖЏЕчЛњЩЯУцПижЦОЋЖШЁЃЕНетРяОЭЕНСЫВЛЩйХѓгбЯыЮЪЕФСЫЁУФЧУДЮіМмЃЌЫПИЫЕФОЋЖШЖМЛЙУЛЫЕЃЌзАХфЕФОЋЖШЖМЛЙУЛгаНВЃЌЮТЖШЃЌФЅЫ№дьГЩЕФЮѓВюЖМЛЙУЛгаЫЕЁЃ
ЛЙгажиИДЖЈЮЛОЋЖШЃЌОјЖдОЋЖШЕШЕШЁЃВЛМБЃЌдлУЧТ§Т§РДЫЕЁЃ
4ЁЂгВМўЕиПижЦзХОјЖдОЋЖШЁЃ
ЮвУЧМйЩшвЛИіЛњДВЃЌЫПИЫЃЌЕМЙьЃЌЙтеЄГпЃЌЕчЛњЃЌФЫжСЕЖОпЖММгЙЄЕФЗЧГЃЭъУРЃЌОЋЖШЖМДяЕНСЫ±0.001mm,ЖјЧвзАХфЕУвВЗЧГЃКУЁЃЛњДВНсЙЙвВЪЧдкЕиЕзУЛгае№ЖЏЕФзДЬЌЗХСЫКУМИФъЃЌУЛгааЮБфСПЕФЧщПіЯТЃЌЭъШЋЮоГОПеМфзАХфКУЕФЁЃ(ПДЧхГўАЁЃЌЮвУЧетЪЧМйЩш)
ФЧЪЧВЛЪЧетИіЛњДВОЋЖШОЭЪЧ±0.001mm?ЪЧЕФЃЌРэТлЩЯШЗЪЕЪЧЁЃ
етИіОЋЖШЃЌДѓЬхЩЯПЩвдЕШЭЌгкЃЌЩшБИГЇЩЬЫЕЕФ:ОјЖдОЋЖШЁЃ(ПДЧхГўЃЌетЪЧДѓЬхЩЯЃЌЪЕМЪЧщПіТдгаГіШыЃЌЕЋЪЧПЩвдзїЮЊВЮПМРэНт)
етОЭЪЧдЫЖЏПижЦФЃЪНЯТЕФОЋЖШМЦЫуЗНЗЈЁЃвдЪЕМЪЕФгВМўЕФОЋЖШЮЊВЮПМЁЃ(днЪБВЛПМТЧВЙГЅ)ФЧУДвЛИіОјЖдОЋЖШЕФ±0.001mmЕФЛњДВЃЌЪЧВЛЪЧвЛжБЪЙгУжаЖМЪЧ±0.001mm?
ЯдШЛВЛЪЧЃЌЛЙгаЩЯУцЕФеёЖЏЃЌЮТЖШЃЌФЅЫ№ЃЌетаЉдвђУЛгаПМТЧЁЃ
ФЧУДШчЙћЪЙгУГЌЧПЖШЕФИжЬњЪЧВЛЪЧОЭУЛгаФЅЫ№СЫФи?
ЫљгаЕФЛњДВЖМгаФЅЫ№ЃЌВЛЙмЪЧЙњФкЛЙЪЧЙњЭтЕФЁЃЪЧВФСЯОЭвЛЖЈгаФЅЫ№ЃЌЪЧВФСЯОЭвЛЖЈвЊЮТЖШЃЌеёЖЏЕФгАЯьЁЃетОЭвЊЬхЯжГі:CNCжаЖЏСІбЇЫуЗЈЃЌЖдгкЖЏзїЕФВЙГЅЙЄвеСЫЁЃ
5ЁЂШэМўПижЦжиИДЖЈЮЛОЋЖШ
ЮвУЧЧАУцвВЫЕСЫ:МфНгЕФВтСПЃЌЪЧЕчЛњзЊЖЏЕФВтСПЃЌетИіВЛвЛЖЈЗЧГЃзМЃЌгШЦфЪЧдкМгЙЄЕФЙ§ГЬжагаИїжжЮТЖШБфЛЏЃЌФЅЫ№ЃЌеёЖЏЕШЕШЁЃЕЋЪЧжБНгВтСПЯжГЁЕФЙЄМўЧщПіЃЌФЧПЯЖЈЪЧКмзМШЗЕФЁЃБЯОЙжБНгВтСПЪЧВЛЖЏЕФТя!ЕЋЪЧЙтеЄГпШчЙћВтСПГіЃЌЦЋВюСЫ0.01mmЃЌФЧУДдѕУДАь?
ЗДРЁИјCNCЯЕЭГЃЌНјааВЙГЅ0.01mmЃЌЕЋЪЧКмУїЯдАЁЃЌжїжсКЭЦфЫћЫХЗўжсЕФОЋЖШПижЦМДЪЙдіМг0.01mmвВВЛвЛЖЈзюКѓЪЕМЪОЭЪЧ0.001mmЁЃ(етОЭКУЯёЃЌФуУїжЊЕРВювЛРхУзЃЌЕЋЪЧФуздМКЕФЪжИадквЛРхУзвдФквбОУЛгаОрРыЕФИХФюСЫ)
ФЧУДЖЏСІбЇЫуЗЈОЭПЩвдДгНгДЅЕФСІЗДРЁКЭТЗОЖЙцЛЎЩЯУцНјаазіВЙГЅЁЃ±0.01mmЬЋаЁЃЌЕЋЪЧжЛвЊХіЕНЙЄМўЃЌОЭвЛЖЈгаСІСПЗДРЁЃЌСІСПЕФПижЦПЩвдНјааЦфЫћЗНЪНЕФВтСПЁЃ
ЭЌЪБЃЌПМТЧдЫЖЏЗНЪНШнвзГіЯжЕФЮѓВюЃЈР§ШчжБНЧзЊЭфЕФдЫЖЏ)ЃЌПЩвдПМТЧгХЛЏвЛЯТТЗОЖЃЌВЩгУЧуаБЛђепдВЛЁЕФЗНЪННјааМгЙЄЁЃЪЧВЛЪЧОЭИќЬљНќ—аЉСЫЁЃ
еце§дкИпОЋУмЪ§ПиЛњДВСьгђЃЌШЋЧђИїЦЗХЦВюОрзюДѓЕФЦфЪЕЪЧЫуЗЈЩЯУцЕФВЙГЅЁЃ
ЫуЗЈЕФВЙГЅЪЧБЃжЄЪЙгУ2ФъЃЌ3ФъЃЌФЫжС10ФъЛњДВЖМПЩвдБЃГждквЛЖЈОЋЖШЗЖЮЇФкЕФжївЊдвђЁЃМДЪЙПМТЧЮТЖШЃЌФЅЫ№ЃЌеёЖЏЕШвђЫиЃЌзюКѓЛЙЪЧвЊвРППЫуЗЈРДВЙГЅЁЃ
етОЭЪЧжиИДЖЈЮЛОЋЖШЕФМлжЕЫљдкЁЃ
6ЁЂФЧгВМўФбЕРОЭВЛгАЯьОЋЖШСЫТ№?
гВМўШЗЪЕгАЯьОЋЖШЁЃЮвУЧЬжТлЕФЪЧИпОЋУмЛњДВЃЌВЛЪЧЦеЭЈЛњ,ДВЁЃЮвУЧОЭФУЕБЧАГЃМћЕФУцЯГЕФЛњДВзіР§згЁЃ
ВЛЙмЪЧЪ§ПиЯЕЭГЃЌЛЙЪЧЫХЗўЯЕЭГЃЌАќРЈЙтеЄГпЃЌЖМЪЧТђЙњЭтдГЇЕФВњЦЗЃЌЖМПЩвдТђЕНЃЌднЪБВЛЫЕЯожЦЕФЪТЧщЁЃ(днЪБВЛПМТЧДѓааГЬЕФСњУХЯГДВ)ЁЃ
МДБуЪЧетбљЃЌЛЙЪЧУЛгаМИИіЙњМвФмЙЛжЦдьГіОЋЖШдк±0.001mmЕФЛњДВЃЈЙњФкББОЉОЋЕёФПЧАПЩвдСЫ)ЁЃ
вВОЭЪЧЫЕЃЌгВМўШЗЪЕЪЧЛљДЁЬѕМўЃЌЕЋЪЧЖЏСІбЇПижЦЕФЫуЗЈЃЌЦфЪЕВХЪЧИпЖЫОЋУмЛњДВЕФКЫаФЁЃ
ЫуЗЈЕзВуЕФТпМЪЧТђВЛЕНЕФКЫаФММЪѕЕФЃЌШЫМвВЛТєАЁ!(зюЖрИЖЗбИјФугУ)
гВМўПЩвдВЛЖЯЕиЭиеЙЃЌЕЋЪЧКЫаФПижЦвЛжБВЛЭЛЦЦЃЌЪЧОјЖдзіВЛЕНЮШЖЈЕФИпОЋЖШЛњДВВњЦЗЕФЁЃ
етВХЪЧИпОЋЖШЛњДВжЦдьЕФКЫаФФбЕуЁЃ
ИњЮвУЧГЃЫЕЕФЕМЙьЙЮбаЃЌДЋИаЦїОЋЖШЃЌВФСЯОЋЖШЕШЕШгаЙиЯЕЃЌЕЋЫћУЧШЗЪЕЖМВЛЪЧКЫаФвЊЫиЁЃ
ЙужнЪаЙуязЛњЕчгаЯоЙЋЫО